Processo de controlo de qualidade para fábrica de revestimento em PEAD
OProcesso de controlo de qualidade para fábrica de revestimento em PEADRefere-se a uma estrutura sistemática de inspeção e monitorização aplicada durante a preparação da matéria-prima, a produção por extrusão e os testes do produto final para garantir que as geomembranas de PEAD cumprem as normas internacionais de engenharia em relação à uniformidade da espessura, resistência mecânica, impermeabilidade e durabilidade a longo prazo em aplicações de contenção.
Parâmetros e especificações técnicas
| Parâmetro | Especificação típica | Padrão de teste |
|---|---|---|
| Densidade do material | ≥ 0,940 g/cm³ | ASTM D1505 |
| Faixa de espessura | 0,5 mm – 3,0 mm | ASTM D5199 |
| Tolerância de espessura | ±5% – ±10% | GRI GM13 |
| Resistência à tracção | ≥ 15 kN/m | ASTM D6693 |
| Alongamento na rotura | ≥ 700% | ASTM D6693 |
| Resistência à perfuração | ≥ 480 N | ASTM D4833 |
| Conteúdo de negro de fumo | 2,0% – 3,0% | ASTM D4218 |
| Tempo de indução oxidativa | ≥ 100 minutos | ASTM D3895 |
Estrutura e composição do material
O revestimento em PEAD utilizado em sistemas de contenção é produzido com formulações de polímeros cuidadosamente desenvolvidas.
Camada base de resina HDPE– O polietileno de alta densidade proporciona resistência química e impermeabilidade.
Estabilizador de negro de carbono– Protege o revestimento contra a degradação por raios ultravioleta.
Aditivos antioxidantes– Prolonga a vida útil, prevenindo a oxidação do polímero.
Camada de superfície texturizada opcional– Aumenta o atrito para estabilidade de taludes em aplicações de aterros sanitários.
Camada de membrana extrudida uniforme– Mantido através da calibração controlada da matriz de extrusão.
Fluxo de trabalho do processo de fabrico e inspeção de qualidade
OProcesso de controlo de qualidade para fábrica de revestimento em PEADIntegra pontos de verificação de inspeção ao longo de todo o ciclo de produção.
Etapa 1 – Verificação da matéria-prima
Todas as resinas e aditivos de PEAD recebidos são testados quanto ao índice de fluidez, densidade e dispersão do negro de fumo antes de entrarem no sistema de produção.
Passo 2 – Alimentação Automatizada de Materiais
Os sistemas de dosagem gravimétrica garantem proporções consistentes de polímeros e evitam variações na formulação entre lotes.
Etapa 3 – Produção por extrusão
As linhas de extrusão de matriz plana de grande escala operam entre180°C e 230°COs sensores monitorizam a pressão, a temperatura e a estabilidade do fluxo de fusão.
Etapa 4 – Calibração da Espessura
Os sistemas de digitalização a laser medem continuamente a espessura da chapa ao longo da largura do rolo para manter a tolerância de fabrico.
Etapa 5 – Arrefecimento e estabilização de tensões
Os cilindros de calandragem e os sistemas de refrigeração estabilizam a geometria da folha e eliminam as tensões internas residuais.
Etapa 6 – Testes Laboratoriais
Cada lote de produção é submetido a testes mecânicos e químicos para verificar a conformidade com as normas internacionais de geomembranas.
Etapa 7 – Inspeção Final do Rolo
Os rolos de revestimento HDPE acabados são inspecionados quanto à consistência da espessura, defeitos superficiais e precisão dimensional antes da embalagem.
Comparação da indústria
| Material | Estabilidade de Qualidade | Resistência Química | Vida útil | Aplicações Típicas |
|---|---|---|---|---|
| Forro HDPE | Excelente | Excelente | 30 a 50 anos | Aterros sanitários, mineração, águas residuais |
| Revestimento em LLDPE | Bom | Bom | 20 a 30 anos | Lagoas agrícolas |
| Membrana em PVC | Moderado | Moderado | 10 aos 20 anos | Impermeabilização de edifícios |
| Borracha EPDM | Flexível | Moderado | 20 a 25 anos | Recursos decorativos de água |
Cenários de aplicação
Um rigorosoProcesso de controlo de qualidade para fábrica de revestimentos em PEADÉ essencial para grandes projetos de engenharia de contenção.
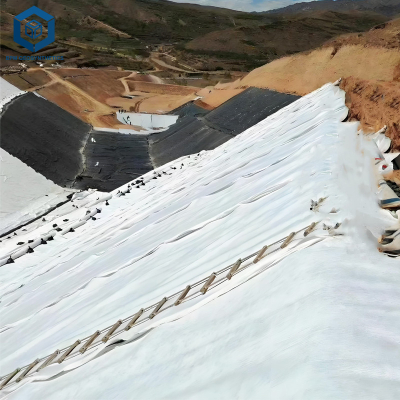
sistemas de revestimento de aterros sanitários municipais
Instalações de armazenamento de resíduos de mineração
Lagoas de contenção de águas residuais industriais
contenção secundária de petróleo e gás
Reservatórios de irrigação agrícola
Barreiras de remediação ambiental

Principais pontos problemáticos e soluções de engenharia
Problema 1 – Inconsistência na espessura
Solução: Implementar sistemas online de monitorização da espessura a laser.Problema 2 – Variação da qualidade do material
Solução: Utilize fornecedores de resina certificados e rastreabilidade de lotes.Problema 3 – Defeitos superficiais durante a extrusão
Solução: Instalar sistemas automatizados de inspeção e filtragem de superfícies.Problema 4 – Desempenho de soldadura deficiente
Solução: Manter a espessura e a densidade do polímero estáveis através do controlo dos parâmetros de extrusão.
Avisos de risco e recomendações para evitar riscos
A espessura inconsistente do revestimento pode causar falhas na soldadura durante a instalação.
A má qualidade da matéria-prima pode levar à degradação prematura do revestimento.
O controlo inadequado da temperatura de extrusão pode criar tensões internas na membrana.
A falta de testes laboratoriais aumenta o risco de fuga do projeto ou de contaminação ambiental.
Guia de seleção de aquisições
Verificar a conformidade com as normas ASTM e GRI para geomembranas.
Solicite relatórios de análises laboratoriais para cada lote de produção.
Inspecionar os equipamentos de fabrico e a capacidade de extrusão.
Confirme a disponibilidade de sistemas de medição de espessura online.
Analisar as certificações de gestão da qualidade da fábrica (ISO 9001).
Avaliar referências de projetos de engenharia.
Confirme o tamanho do rolo, os padrões de embalagem e a capacidade logística.
Estudo de caso de engenharia
Um grande projeto de expansão de aterros sanitários no Sudeste Asiático exigiu mais de150.000 metros quadrados de revestimento em PEAD de 2,0 mm. O fornecedor implementou um rigorosoProcesso de controlo de qualidade para fábrica de revestimento em PEAD, incluindo digitalização automatizada de espessura e testes mecânicos em laboratório para cada lote de produção. Durante a instalação, foram utilizadas máquinas de soldadura por cunha de pista dupla para unir os painéis de geomembrana. Os testes de vácuo pós-instalação e os testes destrutivos de costura confirmaram que o sistema de revestimento cumpria os requisitos internacionais de contenção ambiental.
Perguntas frequentes (FAQ)
1. Qual a finalidade do controlo de qualidade na produção de revestimentos em PEAD?
Isto garante que o revestimento cumpre os padrões de desempenho de engenharia e de contenção ambiental.
2. Quais as normas internacionais que se aplicam aos revestimentos em PEAD?
As normas comuns incluem a ASTM e a GRI GM13.
3.º Como é medida a espessura durante a produção?
São utilizados sistemas de monitorização de espessura a laser ou ultrassónicos.
4.º Por que razão o negro de fumo é importante?
Melhora a resistência aos raios UV e a durabilidade a longo prazo.
5.Com que frequência são realizados exames laboratoriais?
Os testes são realizados para cada lote de produção.
6.º Que equipamento melhora a qualidade da produção?
Linhas de extrusão automatizadas com sistemas de monitorização digital.
7.º O deficiente controlo de qualidade pode afetar a soldadura?
Sim. Variações na espessura podem reduzir a resistência da costura.
8.º O que é o tempo de indução oxidativa?
Um teste que indica resistência à oxidação térmica.
9. Qual a durabilidade dos revestimentos em PEAD?
Normalmente, de 30 a 50 anos em condições de instalação adequadas.
10.º Por que razão os compradores devem solicitar certificados de qualidade?
Os certificados comprovam que o revestimento cumpre as especificações de engenharia.
Pedir um orçamento / Documentação técnica / Amostras de engenharia
Para especificações de projetos, relatórios de testes laboratoriais ou amostras de revestimento em PEAD, contacte a nossa equipa de engenharia. Fornecemos documentação técnica e informações de produção para apoiar os empreiteiros EPC, distribuidores e projetos de engenharia ambiental em todo o mundo.
E-E-A-T: Experiência do Autor e Autoridade no Setor
Este artigo foi escrito por profissionais com experiência no fabrico de geomembranas, tecnologia de extrusão de polímeros e engenharia de contenção ambiental. A informação apresentada segue normas reconhecidas internacionalmente, como os procedimentos de teste da ASTM e as especificações de geomembranas da GRI, utilizadas em projetos de aterros sanitários, mineração e infraestruturas industriais.